

磨料水射流切割技术起步较晚但发展非常迅速,现已在许多工业切割领域取代传统切割方式[1-2]。因 其具有高效、卫生、安全的特点,在石油天然气行业应用日益广泛[3-4]。与前混磨料水射流相比,后混磨料 水射流切割设备在应急抢修切割作业中独具优势,如操作简单、可连续供砂切割[5-6]等。应用磨料水射流 切割油气储存和运输设备,切割深度受多种工艺参数的影响。为正确选择切割工艺参数,达到快速高效 应急切割的目的,需要对油气设备主要材料进行切割试验研究。本文选择油气设备常用的Q235钢,设计 磨料水射流切割性能基础试验,探究各种工艺参数对Q235钢切割深度的影响规律
试验部分
1.1 试验设备
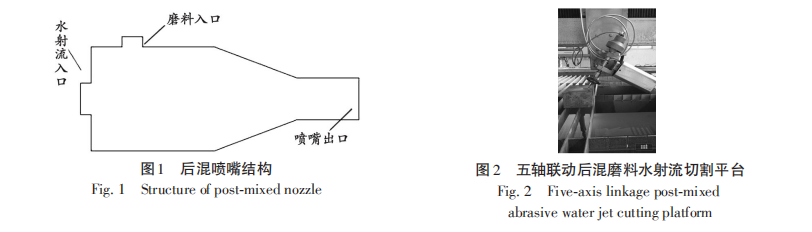
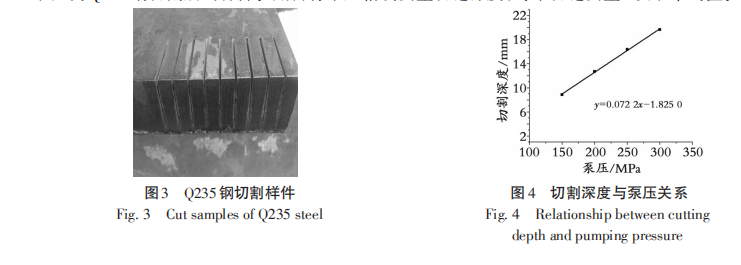
采用HSQ4020S五轴龙门水切割机。高压水发生器产生高压水, 通过极细口径的宝石水喷嘴进入混合腔,产生负压吸入磨料[7],混合之后由砂管喷出,对材料进行切割。后混喷嘴结构如图1所示,试验切割平台如图2所示,利用数控工作台可以精确改变横移速度、靶距和泵 压等参数。
1.2 试验参数
选用工业上常用的石榴石作磨料,主要粒径有60,80,120目3种。莫氏硬度为 7.5,努氏硬度为 1 350, 磨料密度为3.5 g/cm3。后混喷嘴砂管为标准配件,选用3种不同直径的砂管,分别为 0.8,1.0,1.5 mm。选用 油气储存运输常用的Q235钢作为切割材料,其力学性能如表1所示。试验过程中,保持磨料阀开度不变,调 节泵压、横移速度、靶距和入射角等参数,另外可以实现手动更换砂管以及磨料。

1.3 切槽样件
图3为Q235钢切割后的样件。用游标卡尺精确测量切缝深度,每个切缝测量3次取平均值。
2 试验结果与分析
2.1 泵压对切割深度的影响
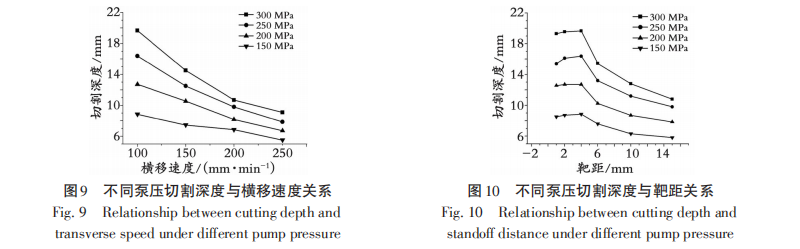
在泵机组常用压力范围内,选择150,200,250,300 MPa共4个泵压值进行试验。磨料为80目石榴石, 砂管直径为1.0 mm,靶距为4 mm,横移速度为100 mm/min。绘制切割深度与泵压关系散点图,并用线性 关系式进行拟合,如图4所示。 由图4可以看出,切割深度与泵压之间存在非常明显的线性关系。随泵压增大,水流速度和磨料速度 相应增大[8-9],对材料的磨削作用增强,因此切割深度增大。泵压为300 MPa时切割深度约为20 mm,能够 满足大部分油气设备的切割要求。
2.2 入射角对切割深度的影响
五轴联动后混磨料水射流切割设备可以实现对材料的倾角切割。为探究不同入射角下的切割性能, 将垂直切割时的入射角定为90°,取喷嘴前进方向与喷嘴出口射流的夹角为入射角,如图5所示。根据设 备性能,在60°~125°内每隔5°进行一次试验。靶距为4 mm,磨料为80目石榴石,砂管直径为1.0 mm,横移速度为100 mm/min,切割深度与入射角关系如图6所示。

由图6可以看出,在60°~125°随入射角的增大切割深度先增大后减小,即存在一个最佳入射角使得 切割深度最大,试验条件下最佳入射角为105°。入射角小于90°时,切缝里的水和磨料不能及时排除,堆 积在切缝中,抵消了后续磨料射流的能量,水垫作用明显,切割效果减弱;入射角度大于90°时,适当的角 度倾斜使得水垫作用减弱,消弱了反击冲击波和膨胀波的影响[10],提高了切割深度,到105°时切割深度达 到最大。继续增大入射角,高速射流束对材料垂直方向的撞击磨削作用减弱[11],能量顺切缝流失变多,切 割深度开始减小。
2.3 磨料粒径对切割深度的影响
横移速度为100 mm/min,靶距为4 mm,砂管直径为1.0 mm,依次选用60,80,120目石榴石作磨料,研 究磨料粒径对切割深度的影响。绘制不同磨料粒径切割深度与泵压关系曲线,如图7所示。
对比3种不同粒径磨料切割深度可以看出,80目磨料切割效果最佳,其次为120目,再次为60目。磨 料被卷吸入混合腔后,在混合腔内与水混合,一方面受水的牵引加速,一方面又在不断地相互碰撞消耗能 量。磨料粒径过小,相应磨料动能小,而磨料水射流冲蚀作用主要靠磨料,故导致其冲蚀材料的性能下 降;磨料粒径过大,粒子在混合腔内发生碰撞和磨损的几率增加,容易使粒子的能量发生损耗,导致切割 性能下降。试验条件下存在最佳磨料粒径,即80目。
2.4 砂管直径对切割深度的影响
横移速度为100 mm/min,靶距为4 mm,磨料为80目石榴石,依次选用直径为0.8,1.0,1.5 mm的砂管, 研究砂管直径对切割深度的影响。绘制不同砂管直径切割深度与泵压关系曲线,如图8所示。 对比3种不同直径砂管切割深度可以看出,1.0 mm直径砂管切割效果最佳,其次为1.5 mm,再次为 0.8 mm。1.5 mm直径砂管切缝明显大于其他2种砂管的切缝,从而大大分散了能量,降低了切割深度;0.8 mm 砂管由于空间狭小,磨料在砂管中运动时相互碰撞几率大大增加,导致磨料的速度下降,影响了切割效 果。试验条件下存在最佳砂管直径,即1.0 mm。
2.5 横移速度对切割深度的影响 靶距为4 mm,磨料为80目石榴石,砂管直径为1.0 mm,横移速度依次选择100,150,200,250 mm/min, 绘制不同泵压切割深度与横移速度关系曲线,如图9所示。
2.6 靶距对切割深度的影响
横移速度为100 mm/min,磨料为80目石榴石,砂管直径为1.0 mm,依次选择切割靶距为1,2,4,6,10, 15 mm。绘制不同泵压切割深度与靶距关系曲线,如图10所示。 由图10可以看出,随靶距增大切割深度先在一个范围内微弱增大,存在一个最佳靶距使得切割深度 最大,且最佳靶距不随压力的变化而变化,约为4 mm。当靶距超过最佳靶后,切割深度急剧减小,进一步 增大靶距,减小趋于缓慢。磨料被高速水流裹挟,在喷嘴出口处仍在继续加速[12],一定的靶距使得磨料水 射流达到最佳切割效果。在切割实践中发现,随靶距增大切缝宽度增加,使得射流能量更多的用来增加 缝宽,分散了增加切深的能量,故切割深度减小。
3 结 论 本文通过大量试验得到了高压磨料水射流切割Q235钢过程中各工艺参数对切割深度的影响规律, 主要有以下结论: 1)其他参数一定,切割深度随泵压增大而增大,且大体呈线性关系;切割深度随横移速度增大而减 小,且减小趋于缓慢。 2)试验条件下,靶距、磨料粒径和砂管直径均分别存在最佳选择使得切割深度最大,其中靶距为4 mm, 磨料为80目,砂管直径为1.0 mm。 3)一定的角度倾斜可以增大切割深度,试验条件下入射角为105°左右时,切割深度达到最大。
 首页
首页
 产品中心
产品中心
 电话咨询
电话咨询
 售后服务
售后服务 售前服务
售前服务 关注公众号
关注公众号