

首页 > 350vip浦京集团
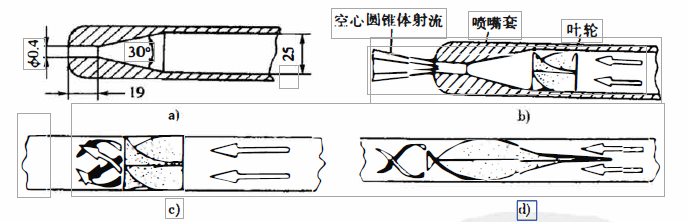
锥形水射流钻孔的喷嘴是在对普通喷嘴添加了一个叶轮改进后得到的,由叶轮进口段、锥形收缩段及直线出门段三段组成,后两段依据经典理论选取参数。 为使该喷嘴在土层内连续钻孔时钻孔的孔径为喷嘴直径的3~6倍,喷嘴前面要连接一根进水管,且管 中水的流速应比喷嘴出口处水的流速小一个数量级。 使用时,进水管 的水通过叶轮变成在管道内绕管道轴线旋转的水流,该水流进入锥形收缩段后被加速至390m/s,随后进入长度为2~3倍喷嘴直径的直线 段部分,在出口处流体由于仍然保持旋转状态从而产生一个能往前延伸的空心圆锥体射流18)。空心圆锥体射流的能量集中在圆锥体外层的周边,当喷嘴进入土 层后,被圈在空心圆锥体内的部分就能被除去。 试验表明,当流体压力很低时(小于O. 7MPa),水在空心锥周边上的冲击力也足以穿透土体。 当水流压力处千工作压力时,空心锥体变成不连续的液滴,此时射流与材料的作用机理土要为液滴的冲击作用。 射流作用于材料表面的滞止压力随靶距、喷嘴直径的增加呈指数形式衰减,但钻孔直径与靶距基本上呈线性关系。 描杆是地下采矿的常用支护设备,采用高压水射流钻描杆孔, 钻杆不需承受很商的推力和扭矩,铀杆孔的直径就能减小到 25. 4mm或更小( 一般的机械钻进达不到此目标,钻出的孔径都较大),树脂描杆直径就可减小。 基于此,就有了水射流铀杆孔钻机该钻机主要由高压水发生系统、钻杆、钻头和机架等部件组成。高压水发生系统可提供流量1. 9L/m血压力280MPa的高压 水流,功率22kW。 钻头体山工具钢制成,其上装有碳化钨合金刀片和三个喷嘴,并开有冲洗液输出口。 喷嘴锥角13°,直径 o. 203~0. 229mm,直线段长度为2~3倍喷嘴直径。采用与旋转轴线成 15°角的羊只喷嘴,在抗压强度为 147MPa的砂岩中,每分钟可钻进 3m;但若钻进耐磨蚀的岩石或控制钻孔尺寸,喷嘴数噩就需增加为三个。 钻孔的孔壁较粗糙,这对树脂与岩石的紧密结合有利,但钻孔尺寸必须控制,钻头体上的合金刀片就是用来保证孔尺寸保持在一定范围内的。 该钻机钻杆由两根同心金属管组成。 内管壁厚,用于输送高压水并传递钻孔所需的推力和扭矩;外管壁薄并固定,主要用来输送冲洗岩屑用的低压冲洗液,保护旋转的内 管不致磨损,并能提供附加的抗弯刚度和起到导向作用。 试验表明,使 用该钻机时铀杆支护时间约为3min,而普通钻机 钻孔时为5min。
随着技术发展,水射流也开始在陶瓷和金属等材料上钻孔。 此时,压力从lOOMPa 以35MPa的增量增至210MPa,喷嘴直径0.46mm,靶距保持为2. 3mm,磨料为60# 石榴石、Al203 或碳化硅等,流量从 7. 57g/s以1. 89g/s的增量增至17.13g/ s。 若对12. 7mm厚的氧化铝 陶瓷AD— 85 钻孔,磨料流蜇11.35g/s,压力从70MPa以35MPa增量 增至210MPa。 结果表明,压力是影响钻孔时间的主要参数之一。 在11. 35g/s 磨料流量下,压力为lOOMPa 时耗时约48s,而为210MPa时 仅耗时不到20s。 在脆性层压材料上用磨料射流打孔时,泵的初始压 力由计算机控制在约20MPa的低压上,这使射流穿透表面层时材料表 而不易碎、不分层;随后逐渐增大压力至工作压力,打出余下的孔深,这样孔壁不裂也不分层。 在带有陶瓷隔热覆层的飞机引擎罩上打孔,以间距3mm 打了超过1000个0. 5mm直径的孔,孔径的标准偏差仅为0. 025mm,这充分显示了磨料射流钻孔的高度精确性。
美国还研究了用磨料射流在金属上,尤其是在钨、钨钼钢及其他惰 性较大的金属上钻给定尺寸深孔的技术(9) 。试验材料为25mm棒料, 所钻孔径为19mm,共有3种方案:方案A采用摆动射流钻孔,喷头摆 动但不旋转,工件旋转,喷头沿轴向进给,速度在 o~o. 064mm/s之间, 保持靶距为25mm,磨料为100 的石榴石,在25mm钨棒上轴向钻 19mm孔时,压力为 345MPa、喷嘴直径为O. 33mm,磨料流童为 3. 75g/s,钻深30. 5mm 时钻孔速度达到160mm/扣方案B采用不旋转 的矩形磨料射流钻孔,矩形混合管尺寸为10mm X 3mm,采用两个 ef,O. 254mm喷嘴,功率与方案A相同,在同样的钨棒上钻孔效率从 ]60mm/h降为115mm/h,这是由于矩形射流在同样功率下射流断面上的单位面积射流功率减小了,但钻进速度的减小并不与射流能量密度的减小成比例,这说明可以通过优化射流断面的功率分布来达到更高的钻进效率;方案C采用旋转磨料射流钻孔,喷头相对于孔轴线有一径向偏心,试验时压力 240MPa, 使用钓 46mm 喷嘴,射流倾角 30 ' 在钢中钻进速度可达 457mm/h,在鸽棒中可达 305mm/h,钻进速度随磨料流量的增长呈线性增长,增大射流压力也可提高钻进速度。 三个 方案均可在金属中钻出较深的孔,但方案C效率最高,可加工的孔壁 可薄至 0. 38mm,孔深较小时,孔壁的径向厚度不均匀性可控制在 0. 025mm 以内,孔壁光滑,表面粗糙度Rα= 2. 2μm,孔壁没有凹坑和变形,显微检查也表明孔壁无变形、无整体裂纹产生。
 首页
首页
 产品中心
产品中心
 电话咨询
电话咨询
 售后服务
售后服务 售前服务
售前服务 关注公众号
关注公众号