

首页 > 350vip浦京集团
一般来讲,磨料水射流的功率随着水压的提高而线性增大。这意味着更高的水压可以提高磨料水射流的加工速度。将水压从400MPa提高到440MPa,磨料水射流的切割速度可增加大约10%。但是较高的水压必然导致设备价格高昂和使用成本的上升。鉴于悬浮式微磨料水射流的能量密度是引入式磨料水射流的4}-5倍,考虑到设备器件的实用性和可靠性,微细加工磨料水射流的压力一般在70MPa左右。
无论哪种形式的微磨料水射流,都要求相对稳定的水射流流量。这就是说高压水泵的压力波动要小。对微磨料水射流来讲,其压力脉动的要求更高。
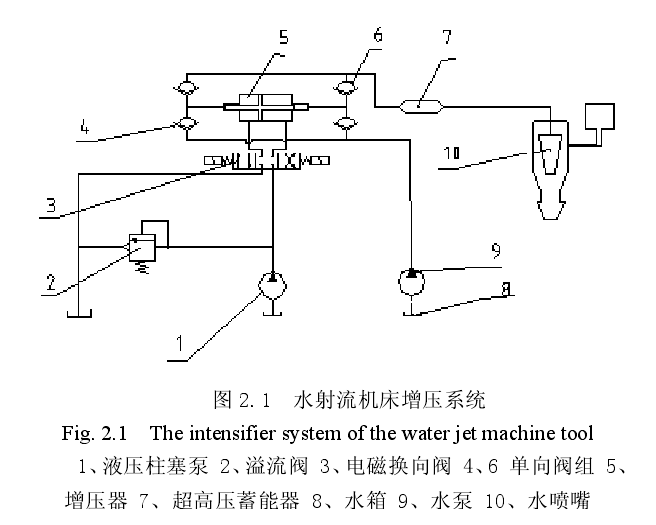
该水射流切割机床采用增压缸式超高压发生器,如图2.1所示。该系统由液压油回路和高压水回路组成。柱塞泵1输出压力油,经三位四通换向阀3左位进入增压缸5右活塞腔,同时增压缸5左活塞腔的液压油经换向阀3左位回油箱,增压缸活塞在压力油作用下左行。一方面,增压缸内的柱塞对增压缸左侧的水介质进行增压,超高压水经单向阀4、蓄能器7从喷嘴10喷出;另一方面,补水泵将低压水经由单向阀组6注入增压缸右侧的超高压缸内。当活塞左行至行程终点时,霍尔接近开关发出电信号,电磁换向阀3换向至右位,增压缸活塞反向(向右)运动,并对右侧超高压缸内的水介质进行增压,高压水经单向阀组6进入蓄能器7并从喷嘴10喷出。如此往复,则形成连续高速水射流。
 首页
首页
 产品中心
产品中心
 电话咨询
电话咨询
 售后服务
售后服务 售前服务
售前服务 关注公众号
关注公众号